
The Topper Industrial manufacturing team understands that Lean logistics ensures material flows in and out of the production facility smoothly. Lean must be applied to the material replenishment function. Because Topper applies these principles to their manufacturing process, they work with their customers in supporting their lean initiatives.
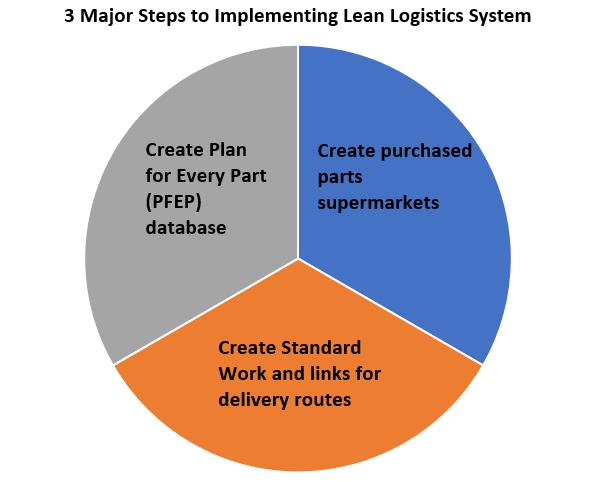
There are 3 major steps to implementing a Lean logistics system.
- Create Plan for Every Part (PFEP) database
- Create purchased parts supermarkets
- Create Standard Work and links for delivery routes
There must be reliable and detailed information for all parts that are included in the logistics system. Just as the production steps are observed and documented in detail, the details of all parts must be mapped out and documented.
Next, a single location for all purchased parts must be established. From this location, detailed and precise routines for delivery are developed. Finally, this system is linked to the existing information system that triggers the purchasing and replenishment of materials (pull system). In Lean lexicon, Kanban.
The goal of the PFEP is to understand everything about that part so a standard logistics plan can be created. Much of the information required for the PFEP can be found in the part masters. Even the best information systems will often not store all the information in
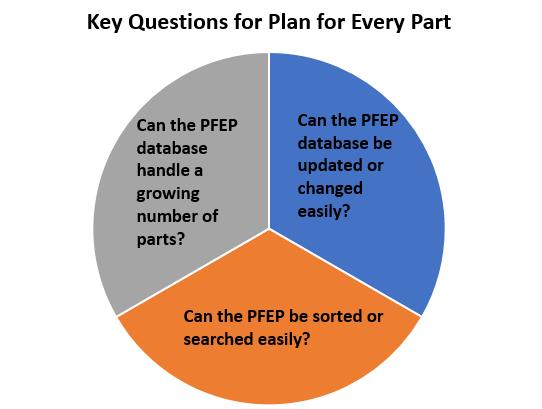
Depending on the manufacturing system, parts profile, and resources it may be worthwhile to start with a spreadsheet but quickly limitations will occur. The more complex the manufacturing process, the more parts, sub-assemblies, the less effective is a spreadsheet for tracking. Engineered-to-Order (ETO) and discrete manufactures simply cannot use a basic spreadsheet to track work in process (WIP). It is ultimately antithetical to Lean best-practice.
Gathering accurate and complete information to create the PFEP database can be a daunting task. Keep in mind that a purchased parts supermarket, standard work for delivery routes, and linking to pull systems must all happen for Lean logistics to function properly.
Start by selecting a pilot area for conversion. This may be one cell, line, or section of a value stream. Make sure that the area selected has been converted to one-piece flow (or at least continuous small lot flow). It is more important to finish a project of limited scope and expand it across the site than to hurry a site-wide roll out.
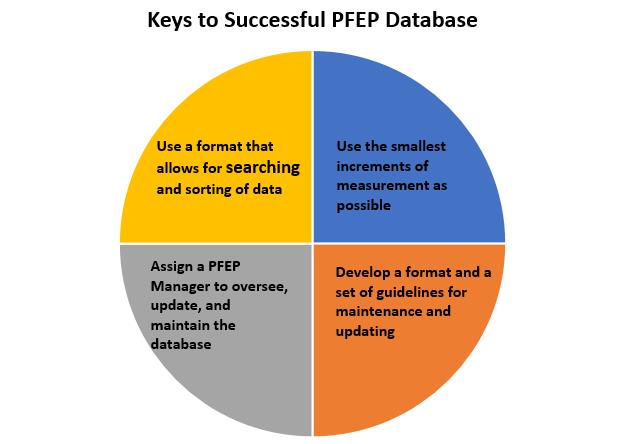
The PFEP is not only the basis for creation of a Lean logistics system, it also allows a “one stop” source for part related questions. Make good use of this database by monitoring supplier performance, container sizing, development of point of use and supermarket deliveries.
Stay tuned and learn more about PFEP next week.
by Chris Mosby
Chris Mosby, LSSMBB is the Lean Manager for Topper Industrial. Mosby has been a Lean/Six Sigma trainer for more than 20 years in multi-faceted, fast paced manufacturing environments. His experience includes management assignments in Quality, Production, Logistics, Healthcare, and Maintenance/Engineering.
Topper Industrial (www.topperindustrial.com) is a leading manufacturer of material handling equipment. Topper provides lean material handling solutions to the supply chain.
Topper Industrial is able to engineer and design Industrial Carts (Mother / Daughter Cart Systems, Quad Steer Carts or Tracking Carts, Specialized Delivery Carts, Transfer Carts with Roller Deck, Static Carts, Rotation Carts, Tilt Carts or Kitting Carts), Industrial Cart Components (Parts Department), Industrial Containers (Corrugated and Wire Mesh Containers), Pallets, Lift/Tilt Systems, and Racking. Topper Industrial designs all products with ergonomics in mind, focusing on ease of use and best positioning of material to get the job done.